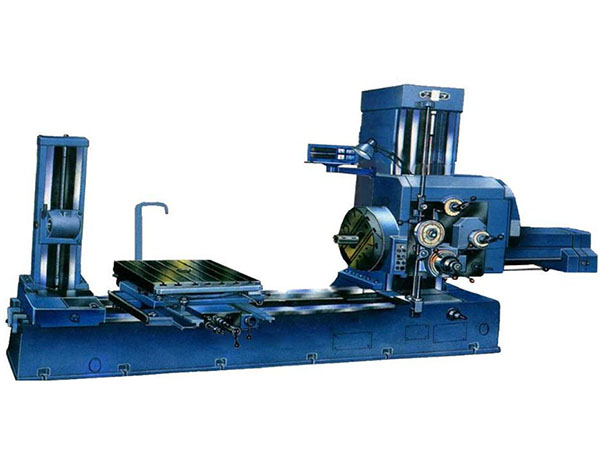
鏜床加工應(yīng)該是一個(gè)聽(tīng)說(shuō)過(guò)��,但是不了解的機(jī)器設(shè)備了�����,在網(wǎng)上也可以搜的到,主要是鏜刀對(duì)工件已有的預(yù)制孔進(jìn)行鏜削的機(jī)床。通常都是鏜刀旋轉(zhuǎn)為主運(yùn)動(dòng)����,鏜刀或工件的移動(dòng)為進(jìn)給運(yùn)動(dòng)�����。今天無(wú)錫鏜床加工廠為進(jìn)一步促進(jìn)和提高鏜床操作水平,提高工作效率��,進(jìn)一步保證產(chǎn)品質(zhì)量����,介紹一些在應(yīng)用鏜床鏜削工件方面的經(jīng)驗(yàn)與竅門(mén)���,僅供大家參考!
一:通過(guò)墊塊的穩(wěn)定性解決工件鏜削過(guò)程中的發(fā)顫現(xiàn)象
鏜削筒體或殼體類(lèi)強(qiáng)度薄弱工件時(shí)��,有時(shí)會(huì)因工件強(qiáng)度不足以抵抗鏜削過(guò)程中的切削力而造成鏜削件發(fā)顫的現(xiàn)象���。許多操作工不知如何簡(jiǎn)單地解決該類(lèi)問(wèn)題����,只會(huì)對(duì)工件增加壓板或輔助支撐���。其實(shí),有時(shí)只需將壓板的墊塊更換為強(qiáng)度較大的墊塊即可解決�。可通過(guò)墊塊的穩(wěn)定性解決工件鏜削過(guò)程中的發(fā)顫現(xiàn)象����。
二:鏜削平行孔系必須采取同一進(jìn)給方式
在應(yīng)用鏜床鏜削工件的過(guò)程中���,經(jīng)常會(huì)遇到具有多組平行孔系工件需要鏜削的情況���。有時(shí)因被鏜削工件的平行孔系各孔的長(zhǎng)度或孔端面不一致而采取工作臺(tái)縱向進(jìn)給和主軸進(jìn)給聯(lián)合應(yīng)用的方法��,這是不可取的。因工作臺(tái)進(jìn)給時(shí)�����,由于其縱向行程導(dǎo)軌必然存在間隙�,致使工作臺(tái)在進(jìn)給過(guò)程中會(huì)在水平方向內(nèi)發(fā)生微量“飄移”的現(xiàn)象�����,導(dǎo)致其被鏜削孔的中心線發(fā)生微量偏移���,造成被鏜削孔系的不同軸問(wèn)題����。同時(shí)�,還會(huì)因工作臺(tái)偏載使其在進(jìn)給過(guò)程中發(fā)生在水平面內(nèi)的“扭轉(zhuǎn)”現(xiàn)象,從而增大被鏜削平行孔系的平行度誤差。
三:垂直度誤差問(wèn)題
在應(yīng)用鏜床加工工件的垂直孔系或垂直平面時(shí)�����,要先校正鏜床工作臺(tái)的回轉(zhuǎn)精度��。如果其回轉(zhuǎn)后的定位精度不準(zhǔn)確�,必須校正工作臺(tái)回轉(zhuǎn)垂直度準(zhǔn)確后��,方可加工工件在工作臺(tái)旋轉(zhuǎn)后的后續(xù)部分。當(dāng)然��,可以通過(guò)校正工件的已加工孔系或平面對(duì)工作臺(tái)的回轉(zhuǎn)精度進(jìn)行定位。但是���,必須按照后續(xù)加工工件的工作臺(tái)或主軸進(jìn)給方式進(jìn)行校正�����,并對(duì)工作臺(tái)的位置進(jìn)行定位。如果是利用主軸裝刀桿鏜孔����,要先將工作臺(tái)移動(dòng)到工件的被加工孔基本與鏜床主軸同心處,再將主軸上的刀桿槽孔中安裝并緊固輔助拉桿,對(duì)工件的已加工部位進(jìn)行校正�,校正后,緊固工作臺(tái)����,并再校正一下�����,以防止工作臺(tái)在緊固過(guò)程中偏轉(zhuǎn)而留下隱患����。如果工件的已加工部分較小���,必須在工作臺(tái)或工件上增加輔助裝置校正基準(zhǔn)��,以確保工作臺(tái)回轉(zhuǎn)后的垂直度。
四:鏜削組合體聯(lián)軸器內(nèi)孔的快速裝夾校正法
在應(yīng)用鏜床鏜削組合體聯(lián)軸器內(nèi)孔時(shí)����,防止其加工后對(duì)口面偏心��,通常是將聯(lián)軸器在其對(duì)口面水平狀態(tài)下放置在V形鐵上�,再用找正針對(duì)其對(duì)口面進(jìn)行校平事項(xiàng)�����,有時(shí)需要加墊子,比較費(fèi)時(shí)��。通過(guò)分析其功用�,直接將聯(lián)軸器以其對(duì)口面垂直于工作臺(tái)面的方式放置在V形鐵上并壓緊、加工����。如果聯(lián)軸器兩端靠在V形鐵上的外圓直徑不同,則在外圓較小一端處的V形鐵上墊鐵皮即可����,鐵皮厚度等于聯(lián)軸器外圓大小頭半徑之差。
五:應(yīng)用變速切削法防止鏜削薄壁工件過(guò)程中的振動(dòng)
在鏜削剛性較差的薄壁箱體或筒體等類(lèi)似工件過(guò)程中��,有時(shí)會(huì)遇到因工件的強(qiáng)度不足而引起鏜削過(guò)程中的工藝系統(tǒng)發(fā)顫的現(xiàn)象����,降低了鏜削工件的表面質(zhì)量和尺寸精度�����。通常采取增加壓板或輔助支撐的方式解決這種問(wèn)題����。筆者經(jīng)過(guò)多年對(duì)該類(lèi)問(wèn)題的研究��,發(fā)現(xiàn)該類(lèi)發(fā)顫現(xiàn)象是由微小到劇烈逐漸增大的�,即后續(xù)發(fā)顫是在前期發(fā)顫的基礎(chǔ)上逐漸增加的���。鏜削工件的刀具在旋轉(zhuǎn)鏜削時(shí)�����,工件出現(xiàn)初次發(fā)顫后�����,其加工表面必然出現(xiàn)微量的“振痕”,該“振痕”會(huì)使刀具在第二圈的鏜削過(guò)程中沿其軌跡發(fā)生“顛覆”式的導(dǎo)向型切削��,進(jìn)一步導(dǎo)致“振痕”的增大����,致使“振痕”在后續(xù)的鏜削過(guò)程中愈來(lái)愈大�,從而造成鏜削工藝系統(tǒng)的振動(dòng)隨之愈來(lái)愈強(qiáng)烈,這種現(xiàn)象就是因刀具的切削速度不變�����,使刀刃在切削過(guò)程中的“顛覆”軌跡一致造成的�,發(fā)生了共振現(xiàn)象。通過(guò)頻繁按壓鏜床操作面板的點(diǎn)動(dòng)按鈕�,使刀具在鏜削此類(lèi)工件過(guò)程中發(fā)生變速式切削,改變其振動(dòng)頻率����,可杜絕由于共振發(fā)生的鏜削工藝系統(tǒng)的振動(dòng)現(xiàn)象,保證工件的加工質(zhì)量。但該方法盡量少用,以防止鏜床接觸器觸點(diǎn)由于頻繁通斷電而燒損����。